Introduction
In
July of last year (1986) at
Present
at the meeting were Professors Jinichiro “Jim” Nakane and Takeshi Nagai of
Jim
Nakane’s presentation was the catalyst which led to the principle of slack
ropes. Nakane reported on efforts to
improve the evaluation of manufacturing performance in
1.
Lead time, the
time to deliver a new order.
2.
The number of
different products producible in a week.
3.
Response time to
a change in total demand.
In
Japanese industry, reported Nakane, there is a tendency to try to measure
plants in a uniform way, and to pursue national goals. Presently, the goal is to reduce lead
time. “We are finding,” he said, “that
as we gain ground … as production lead time is reduced … our quality improves,
our work-in-process inventory decreases, and our total costs also decrease.”
As
background information, Nakane briefly described
The
present Japanese objective, according to Nakane, is to achieve lead times of ½
to 1/3 of their historical levels.
After
Nakane spoke, the implications of his words began to sink in, and I went to the
chalkboard and drew this diagram (Figure 1):
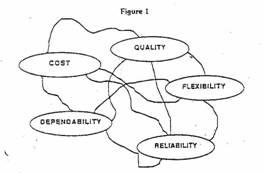
There
was a consistency in the Japanese story that I hadn’t noticed before, and I
wanted to know whether I was the only one who’d overlooked it. “Professor Nakane,” I said, “you pursued
quality for thirty years, and saw dependability, flexibility, reliability, and
cost all improve along with it. Now you
shift to lead time, and in pursuing its reduction as the sole focus of your
manufacturing improvement efforts, you are achieving improvements in quality,
dependability and cost, as well.”
“Could
there be a principle at work here? It is
as though you can’t improve just one measure of factory performance, because
they are all linked, as by slack ropes.
Pick an area for improvement, such as lead time, and start pulling on
it. It moves a little, but not far
before something stops it … a tug from another area of performance. Perhaps the work-in-process inventory is so
great that improving lead time on one product causes others to be later,
yielding no net gain. So you turn the
organization’s attention to reducing W.I.P.
And when someone asks, ‘Why are we working on inventory reduction?’ you
respond, “Because it is necessary if we are to reduce lead time, which is our
sole manufacturing goal.” And the
questioner understands, and cooperates, because the importance of reducing
inventory has been made clear. And as
inventory is reduced, lead times can be reduced (and costs come down), but only
until the next rope becomes taut.”
“Perhaps,”
I said, “the key to
“But
we can’t measure just one thing,” commented a participant. “That was the trap we were in when we only
focused on cost. Our efforts at
improving measurements have been to broaden them to encompass quality,
delivery, employee turnover, grievance rates and the like.”
That
remark sparked a lively discussion of the difference between measuring
something and making it an objective.
Are the two necessarily the same?
We can measure to track progress toward an objective, but also must
measure to maintain constraints. Tom
O’Brien said, “We have a saying at GE, ‘You get what you measure.’” Someone replied, “Then measure
everything. The Japanese do, and no
backsliding is tolerated on any performance measure … but improvement is only
sought in one area at a time.
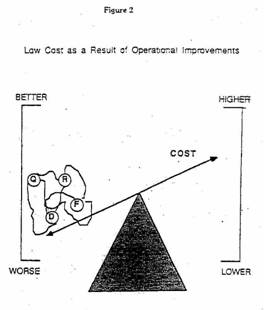
As
a corollary, it was observed that cost reductions, per se, had never been the
goal in Japan, but were usually the explicit goal of manufacturing performance
improvement programs in the U.S. From
this idea came, “Cost is a resultant vector.”
Cost, it would seem, should not be the single purpose. No one could prove that … but focusing on
cost reduction seemed not to have worked in the
AFTERTHOUGHTS
Much
more was discussed at the July meeting which should be written up and aired in
management circles. But it is the slack
ropes idea that has kept nagging at me.
I’ve mentioned it to executives, to colleagues and to students, and they
have been unanimous in their reaction to the effect that I’m not the last to
have perceived the role of singleness of purpose in the success of the Japanese
manufacturing system. So I decided to
prepare this belated report, and now offer a few afterthoughts.
Singleness
of purpose is hardly a new motivational concept. Athletic coaches have long used it to
motivate championship teams. It wins
wars. It builds empires. Is it appropriate to manufacturing
performance improvement? The Japanese
example suggests that it is … provided that the purpose chosen for
single-minded pursuit is one people can pursue with honor, and one that can be
operated on at many levels.
Several
authors have noted that manufacturing performance improvement in
I
am reminded of Wickham Skinner’s concept of “Key Task Focus”. Skinner wrote in his 1974 Harvard Business
Review article “The focused factory” that a factory is inherently limited
by its technology and its management systems, and cannot be “all things to all
people”. Hence, a firm should study its
competitive strategy to determine the most important competitive demands made
on the manufacturing function … and then incorporate those in a Key Task around
which to design and manage manufacturing.
Skinner’s words paralleled the principle of slack ropes when he wrote,
“Not only does [Key Task] focus provide punch and power, but it also provides
clear goals that can be readily understood and assimilated by members of an
organization. It provides, too, a
mechanism for reappraising what is needed for success, and for readjusting and
shaking up old, tired manufacturing organizations with welcome change and a
clear sense of direction.” Doesn’t that
ring true with the Slack Ropes story?
(“Why are we working on inventory?”
“Because inventory is blocking lead time reduction,
our key task.” Oh, that makes
sense!”)
SLACK ROPES VS.
MBO
Another
of my nagging afterthoughts has been the contrast between the principle of
slack ropes and Management by Objectives (MBO) as I have seen the latter
implemented in the
Contrast
that approach with this one: Our organization is good, but must get better if
it is to remain competitive. We will
compete in the future by remaining strong in quality, reliability, and
dependability, but we will increase market share by reducing lead time. That is our goal. All managers and workers will share this
single purpose, and on its achievement we will measure our organizational
success.
Such
an approach is self-organizing.
Initially only the order clerks and production schedulers need act … by
establishing measures of order throughput time and promise performance, and
then shortening promises a bit. But soon
a rope will draw taut, and the organization will follow the taut rope to learn
what is preventing further shortening of lead time, and the problem area thus
located will be worked on next. Perhaps
process quality is still not good enough … or machine set-ups take too long …
or we wait too long for tooling from vendors.
But whatever is the immediate problem, it alone is where we shall focus
our attention. Then we’ll shorten lead
times again, and wait for the next rope to draw taut.
The
management approach implied by the principle of slack ropes seems almost too
simple. No massive data needs. No analytical bureaucracy. Only a well-chosen, competitively essential
goal … and a policy of attacking anything which retards progress, step by
step. Can such an approach work in
OPTIMISM AND
DOUBT
The
principle can work here. In March of
1986 a semiconductor manufacturer in
But
along the way there were many taut ropes, and some interesting second-order
effects. Inspection personnel objected
to the increase in the number of lots to sample. But when told, “We must do this to reduce
lead times,” they cooperated. Second
order effect: same size samples from smaller lots yielded higher outgoing
quality.
The
paperwork accompanying each lot had always been filled out manually at the
stockroom. With so many short lots, this
pencil-pushing became a bottleneck. The
stockroom supervisor located an unused personal computer in the building,
“liberated it”, and the next day the labeling of lots was done with
computer-printed stickers. Second-order
effect: shop employees and customers both found the labels easier to read, and
the error rate was reduced. And thus the
firm followed rope after rope.
I
believe that the slack ropes mechanism will work anywhere that a purpose is
persistently pursued. Therein lies the basis of my optimism. But I have my doubts as to the willingness
and ability of American corporations to adopt and to pursue strategically
critical purposes with persistence. For
thirty years the Japanese followed W. Edwards Deming in pursuit of quality
through statistical process control. The
auto industry in this country discovered Deming in 1980. For a few years thereafter, I’ve been told,
“You could get approval of about anything in the name of quality.” But in the
“This story should have a happy ending. But will it?
You don’t hear so much about W. Edwards Deming these
days in
That
quotation is frightening if, as it suggests, five years is the limit of
consistently pursued purpose in the
DOES WHICH GOAL MATTER?
As
some early readers have pointed out, tagging the central idea of this report a
principle is presumptuous. The
managerial pattern it implies has been seen to work, but only where quality improvement
and lead time reduction have been chosen as goals. It may well be that those two measures of
manufacturing are special. Does it
matter which goal a manger chooses to define as the central purpose? Might some other performance measures behave
as does cost, following but not leading the chain of general improvements I’ve
described? Clearly, those questions and
others require study before the term principle can be properly applied.
General
principle or not, the self-ordering process of improvement in a complex
managerial system implied by the slack ropes idea has kept generating
afterthoughts. My final afterthought is
hopeful. I’ve seen breakthroughs over
the past two decades in
Taken from the O.M. Review, Spring, 1987: “Duncan
C. McDougall is Associate Professor of Operations Management at 2004 Update: Having returned to